
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produkter








Die smiing
Youlin er en Youlin® smiprodusent og eksportør i Kina. Med smianlegg som strekker seg fra 300t-2500t, er vi i stand til å produsere lukkede smidde komponenter fra 0,2 kg-60 kg. Det er ingen materialbegrensning hvis du ønsker å skaffe stålsmiing, aluminiumssmiing og messingsmiing. Vi kan levere alle smidde metaller du liker.
Send forespørsel
produktbeskrivelse
Vi fortsetter å forbedre og perfeksjonere varene våre og reparere. Samtidig utfører vi aktivt forskning og fremgang for ODM Factory China Hot Youlin® Die Forging. Eventuelle nødvendigheter fra deg vil bli kompensert med vår største omtanke!
ODM Factory China Youlin® Die Forging, I dag har vi nå kunder fra hele verden, inkludert USA, Russland, Spania, Italia, Singapore, Malaysia, Thailand, Polen, Iran og Irak. Oppdraget til vårt firma er å tilby løsninger av høyeste kvalitet til best pris. Vi ser frem til å gjøre forretninger med deg!
1. Definisjon av Die Forging
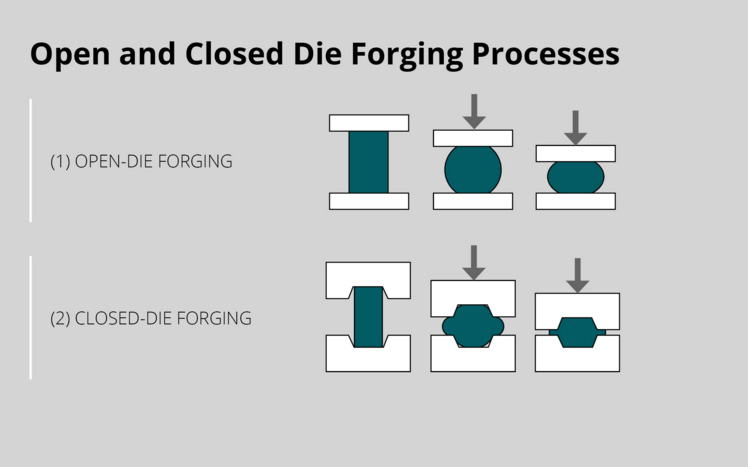
 Youlin®-smiing er det vanligste alternativet for metalldeformasjon, som har to populære prosesser:
Youlin®-smiing er det vanligste alternativet for metalldeformasjon, som har to populære prosesser:
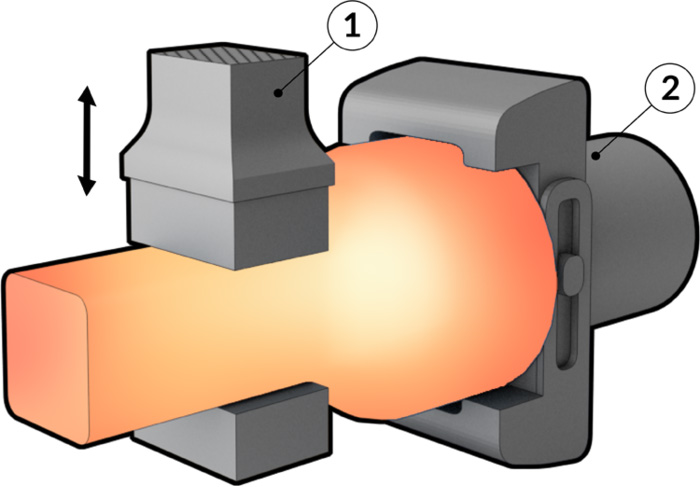
Åpen formsmiing, kalles også frismiing. Ved åpen formsmiing plasseres emnet mellom flere dyser som ikke omslutter metallet helt. Dimensjonene vil bli endret ved å hamre og stemple metallet gjennom en serie bevegelser til de endelige dimensjonene er oppnådd. Åpen formsmiing er mye brukt for produktene i små kvanta som er enkle, snarere enn komplekse, som skiver, ringer, hylser, sylindre og aksler. En annen fordel med åpen formsmiing er at tretthetsmotstanden og styrken til produktene vil bli forbedret. Dessuten kan hulrom effektivt reduseres etter åpen formsmiing.
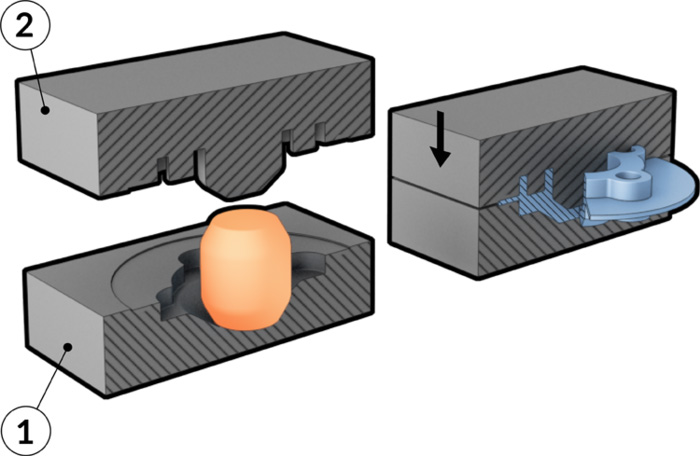 Lukket formsmiing, er også referert til som inntrykkssmiing. Den bruker høyt trykk for å komprimere metallstykket for å fylle et lukket dyseavtrykk for nødvendige former. For noen spesielle former kreves andre smioperasjoner for å nå endelige former og dimensjoner. Materialetypen, toleransens tetthet og behovet for varmebehandling kan bestemme kostnadene for en lukket formsmidd del.
Lukket formsmiing, er også referert til som inntrykkssmiing. Den bruker høyt trykk for å komprimere metallstykket for å fylle et lukket dyseavtrykk for nødvendige former. For noen spesielle former kreves andre smioperasjoner for å nå endelige former og dimensjoner. Materialetypen, toleransens tetthet og behovet for varmebehandling kan bestemme kostnadene for en lukket formsmidd del.
2. Forskjeller mellom åpen formsmiing og lukket formsmiing
Teknikken for både åpen Youlin®-smiing og lukket stansesmiing er forskjellig. Generelt, for smiing med lukket støpeform, blir støpeformene først presisjonsmaskinert og kostnadene er høye. Metallstengene plasseres deretter mellom øvre og nedre dyser og smiddes til alle nødvendige former. Etter lukket formsmiing vil svært mindre eller ingen maskinering bli utført på grunn av dens høye nøyaktighet gjennom hele prosessen. Så lukket formsmiing er også en nettform eller nesten nettformprosess.
For åpen smiing påføres enorme trykkkrefter ved kontinuerlig slag av en smihammer for å deformere metallblokkene. I motsetning til lukket formsmiing, er matriser av åpen formsmiing veldig enkelt. Og for det andre utføres alltid maskineringsoperasjoner.
3. Fordeler og ulemper ved smiing med åpen stans og lukket smiing
|
Åpne Die Forging |
Lukket formsmiing |
|
Fordeler |
|
|
Bedre tretthetsmotstand og forbedret mikrostruktur |
Økonomisk for store produksjonsserier. |
|
Den indre kornstrukturen øker tettheten og styrken til produktene. |
Den indre kornstrukturen øker tettheten og styrken til produktene. |
|
Økt styrke og lengre dellevetid |
Ingen materiell begrensning |
|
Mindre materialavfall |
Bedre overflatefinish |
|
Redusert sjanse for tomrom |
Mindre eller ingen maskinering kreves for sine nære toleranser |
|
Verdifulle kostnadsbesparelser |
Dimensjoner med strengere toleranser og nettformer kan oppnås |
|
Ulemper |
|
|
Den er ikke i stand til å danne nær toleranse og deler med høyere presisjon |
Det er ikke veldig økonomisk for korte serier på grunn av de høye kostnadene ved produksjon av dyse |
|
Maskinering er ofte nødvendig for å oppnå ønskede dimensjoner |
Lukket formsmiing utgjør et farlig arbeidsmiljø |
1. Definisjon av Die Forging
Lukket formsmiing og åpen formstøping er de mest brukte smimetodene for ståldeler. Smiing er populært på grunn av sin forbedrede indre kornstruktur og kan produsere sterkere og tøffere produkter.
 Ved smiing av åpne stanser kreves det normalt en grov- eller presisjonsbearbeiding etter den åpne smiingsprosessen, da upresise dimensjoner oppnås ved hamring. Åpen formsmiing er dermed mer egnet for store deler i et antall tonn. Vanligvis inkluderer produktene i smimetoden smidde lange aksler, smidde ruller og smidde sylindre, som for det meste brukes til jernbane- og flyindustrien.
Ved smiing av åpne stanser kreves det normalt en grov- eller presisjonsbearbeiding etter den åpne smiingsprosessen, da upresise dimensjoner oppnås ved hamring. Åpen formsmiing er dermed mer egnet for store deler i et antall tonn. Vanligvis inkluderer produktene i smimetoden smidde lange aksler, smidde ruller og smidde sylindre, som for det meste brukes til jernbane- og flyindustrien.
Imidlertid foretrekkes lukket formsmiing for små kritiske deler med sikkerhetshensyn på grunn av sin høye presisjon. Det er mye brukt til å produsere små produkter som smidde beslag, smidde løfte- og riggeutstyr, smidde bildeler osv. Oljefelt, bilindustri, skogbruk og landbruk og gruvedrift er noen av næringene som er avhengige av lukket smiteknikk.
5. Vanlige spørsmål
Hva er ulempen med åpen formsmiing?
A: Åpen smiing anbefales ikke for komplekse former, og krever ofte presisjonsmaskinering for å fullføre prosessen siden dimensjonene som produseres ved å hamre under den åpne dyseprosessen kan være upresise.
Spørsmål: Hva kan lages av åpen formsmiing?
A: Prosessen med åpen formsmiing produserer vanligvis runde, rektangulære, firkantede og sekskantede stenger, bjelker, så vel som andre grunnleggende former. Vanlige produkter som dannes inkluderer nav, spindler, trinnaksler, dor, metallskall, gjennomhullede emner og enkle pannekaker.
Spørsmål: Hva er begrensningene for smiing av åpen form?
A: ▷ Ikke egnet for forming av intrikate presisjonsdeler eller andre applikasjoner med nær toleranse.
▷ Maskinering er ofte nødvendig for å fullføre smiing med åpen dyse.
▷ Prosessen gir ikke alltid konsistente resultater eller ønskede funksjoner.
Hot Tags: Diesmiing, Kina, tilpasset, OEM, produsenter, leverandører, fabrikk, laget i Kina
Relatert kategori
CNC maskineringstjenester
Casting tjenester
Smitjenester
Stemplingstjenester
Deep Drawn Services
Plastinjeksjonstjenester
Laserskjæringstjenester
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.








